
Die von uns täglich genutzten Elektrofahrzeuge und Energiespeichergeräte sind alle auf Lithium-Ionen-Batteriezellen angewiesen. Kapazität, Lebensdauer, Sicherheit und Wasserdichtigkeit/Explosionsschutz dieser Zellen hängen maßgeblich vom Verpackungsprozess ab. Wenn die Elektrodenbeschichtung und -wicklung dem “Bau des Gerüsts und der Füllung” der Batterie entsprechen, dann ist die Zellverpackung vergleichbar mit dem Anlegen eines Schutzanzugs, dem Versiegeln und Formen der Zelle und der Sicherstellung der grundlegenden Sicherheit. Die Präzision und Stabilität des Verpackungsprozesses entscheiden direkt darüber, ob aus einer Zelle eine sichere und einsatzfähige Batterie wird.
I. Was ist Batteriezellenverpackung? Was ist ihre Kernfunktion?
Vereinfacht ausgedrückt ist die Batteriezellenverpackung der gesamte Prozess, von der Entnahme einer nackten, gewickelten/gestapelten Batteriezelle über deren Einkapselung in ein Gehäuse, das Versiegeln, das Einfüllen von Elektrolyt, die Aktivierung, das erneute Versiegeln und das Testen und Formen bis hin zur Herstellung einer versiegelten, isolierten, sicheren und stabilen fertigen Batteriezelle, die Energie speichern und abgeben kann.
Anders als die oft angenommene einfache “Verpackung” ist die Verpackung von Lithiumbatterien ein Präzisionsprozess mit vier wesentlichen Funktionen:
Isolation und Schutz: Isoliert die Batterie vor Luft, Feuchtigkeit und Staub, verhindert Elektrodenoxidation und Elektrolytversagen und beseitigt Zellaufblähung und Auslaufen.
Isolierung und Explosionsschutz: Schützt die Anschlüsse und die Zellstruktur und verhindert interne Kurzschlüsse, Kompression und Durchstiche, wodurch die Batteriesicherheit verbessert wird.
Elektrolyteinschluss: Ein vollständig abgedichteter Hohlraum schließt den Elektrolyten ein, gewährleistet so einen normalen Lithiumionentransport und bestimmt die Zyklenlebensdauer der Batterie.
Formgebung und Anpassung: Standardisiert die Zellgröße und -form, um den Montageanforderungen von Mobiltelefonen, Elektrofahrzeugen und Energiespeichergeräten gerecht zu werden.
Derzeit lässt sich die Branche in drei Hauptrichtungen unterteilen: flexible Verpackungen, starre zylindrische Verpackungen und starre prismatische Verpackungen. Flexible und starre prismatische Verpackungen sind dabei die gängigsten Technologien für Unterhaltungselektronik und Akkus.

II. Drei gängige Verpackungsarten: Vor- und Nachteile auf einen Blick
1. Soft-Pack-Zellenverpackung (Aluminium-Kunststoff-Folienverpackung)
Bei Verwendung einer Aluminium-Kunststoff-Verbundfolie als Außenhülle handelt es sich dabei um die gängige Lösung für Mobiltelefone, Tablets, Bluetooth-Headsets und kleine Energiespeicherbatterien.
Vorteile: Leicht und dünn, hohe Energiedichte, flexibles Design
Nachteile: Geringe Gehäusefestigkeit, schlechte Druckfestigkeit, extrem hohe Anforderungen an die Dichtungsgenauigkeit und schwieriger Massenproduktionsprozess.
2. Prismatische Hartschalenverpackung (Aluminium-/Stahlgehäuse)
Mit einer Hartschale aus Aluminiumlegierung oder Stahl bildet diese Lösung den Kern für Antriebsbatterien von Elektrofahrzeugen und große Energiespeicherzellen. Sie zeichnet sich durch eine stabile Struktur aus und eignet sich für die modulare Montage.
Vorteile: Robuste Struktur, Stoßfestigkeit, gute Wärmeableitung, geeignet für die serielle und parallele Modulintegration und hohe Lebensdauerstabilität.
Nachteile: Relativ schwer, etwas geringere Energiedichte
3. Zylindrische Hartschalenverpackung
Klassische 18650- und 21700-Akkus nutzen dieses Verfahren. Es weist einen hohen Standardisierungsgrad auf und wird hauptsächlich in Powerbanks und Elektrowerkzeugen eingesetzt.
Vorteile: Standardisierte Massenproduktion, hohe Konsistenz, niedrige Kosten
Nachteile: Begrenzte Kapazität der Einheiten, geringe Platzausnutzung bei der Modulmontage
III. Vollständiger Verpackungsprozess für Batteriezellen (Industriestandardverfahren)
Viele glauben fälschlicherweise, dass Verpackung nur das Versiegeln umfasst. Tatsächlich ist die vollständige Verpackung eine kontinuierliche und präzise Prozesskette, von der Vorverarbeitung bis zur Endkontrolle, wobei jeder Schritt mit den anderen zusammenhängt. Ein Fehler in einem dieser Schritte kann dazu führen, dass die Batteriezelle unbrauchbar wird.
Schritt 1: Vorverarbeitung und Sortierung der Batteriezellen (Grundlegende Vorbereitung für die Verpackung)
Unverpackte Batteriezellen werden nach dem Wickeln/Stapeln nicht direkt verpackt, sondern vorverarbeitet, um ihre Qualität zu verbessern: Zunächst werden die Anschlüsse geformt, zugeschnitten und entstaubt, um die korrekte Länge und Planheit zu gewährleisten. Dadurch werden Produktionsrückstände und Grate entfernt, um spätere Kurzschlüsse zu vermeiden. Anschließend erfolgt die Kapazitätssortierung mit hochpräzisen Anlagen. Die Zellen werden anhand von Innenwiderstand, Spannung und Kapazität klassifiziert, um die Konsistenz innerhalb derselben Charge sicherzustellen und die Grundlage für die spätere Reihen- und Parallelschaltung zu schaffen. Abschließend wird die Batteriezelle bei hohen Temperaturen getrocknet, um Restfeuchtigkeit vollständig zu entfernen und so spätere Probleme durch Gasausdehnung und Leckagen zu verhindern.

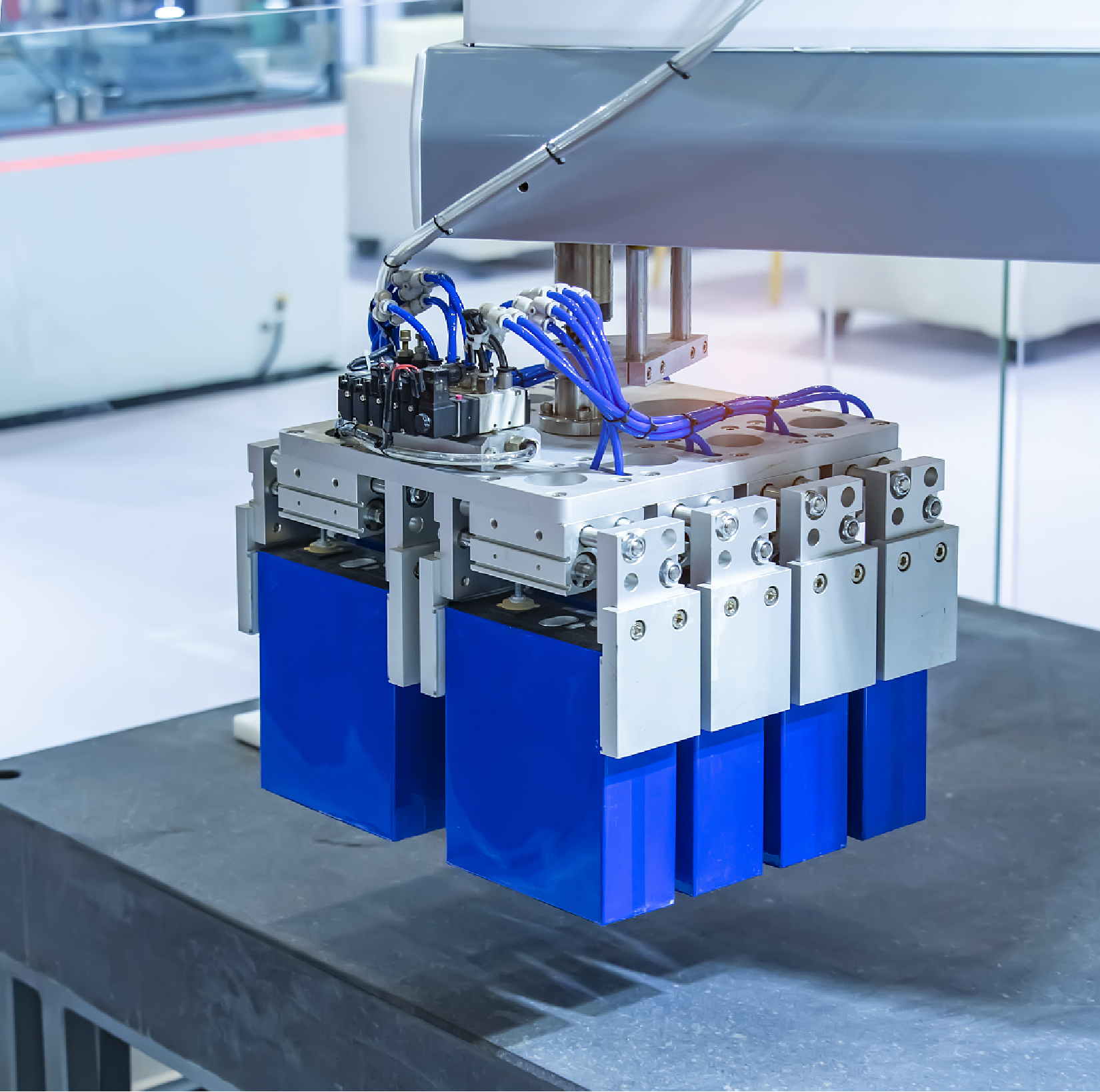
Schritt 2: Positionierung des Gehäuses/der Umhüllung (Zellformung)
Dies ist die “Formgebungsphase” der Verpackung, und der Ablauf variiert je nach Verfahren:
Bei Softpack-Zellen: Die nackte Zelle wird präzise in den vorgeformten Aluminium-Kunststoff-Folienbeutel eingesetzt, exakt an den Laschen ausgerichtet und mit einer Standard-Elektrolyt-Einfüllöffnung versehen. Dadurch wird sichergestellt, dass die Zelle zentriert, ohne Versatz oder Falten, und ist somit optimal für die anschließende Versiegelung vorbereitet.
Bei Hartpackungszellen in quadratischer/zylindrischer Form: Die Zelle wird präzise in das Aluminium- oder Stahlgehäuse eingesetzt, die Isolierdichtungen werden platziert und die Anschlüsse ausgerichtet. Durch ein Nutverfahren wird die Position der Zelle fixiert, um ein Lösen und Verrutschen im Inneren zu verhindern.
Schritt 3: Mehrdirektionales Heißsiegeln/Schweißen (Kernsiegelverfahren)
Die Versiegelung ist bei der Verpackung von entscheidender Bedeutung, da sie die Luftdichtheit und Lebensdauer der Batterie direkt bestimmt. Softpack-Zellen werden in einem dreistufigen Heißsiegelverfahren versiegelt:
1. Abdichten der Oberseite: Abdichten des Bereichs um die Laschen. Dies ist der präziseste und am schwierigsten zu kontrollierende Prozess, da Temperatur, Druck und Zeit exakt gesteuert werden müssen, um Leckagen oder unvollständige Abdichtung zu vermeiden.
2. Seitliche Abdichtung: Abdichten beider Seiten der Zelle, wodurch der größte Teil des Hohlraums verschlossen wird und nur noch die Elektrolyt-Einfüllöffnung frei bleibt.
3. Eckabdichtung: Verstärkung der Abdichtung an Eckbiegungen, Abbau von Spannungen und Verhinderung von Rissen und Undichtigkeiten nach längerem Gebrauch.
Bei starren Zellen wird die obere Abdeckung, die Außenhülle und die Elektrolyt-Einfüllöffnung mittels Laserschweißen nahtlos miteinander verbunden. Dadurch entstehen gleichmäßige, porenfreie Schweißnähte, die eine absolute Abdichtung des Hohlraums gewährleisten.
Schritt 4: Vakuuminjektion (Vergabe der Energiespeicherkapazität der Zelle)
Die versiegelten Zellen werden anschließend in einer Vakuumtrocknungsanlage/Handschuhbox zur Elektrolyteinspritzung platziert. Dies ist ein entscheidender Schritt, um die Zelle von einem “Halbfertigprodukt” in einen “Energiespeicher” zu verwandeln.”
Eine hochpräzise Dosierpumpe injiziert eine exakt definierte Menge Elektrolyt in die Batteriezelle. Das Vakuum entfernt die Luft vollständig aus dem Zellinneren und verhindert so die Oxidation des Elektrolyten und die Bildung von Blasen. Nach der Injektion muss die Zelle 12–24 Stunden ruhen, damit der Elektrolyt die Elektroden und den Separator vollständig benetzen und einen stabilen SEI-Film bilden kann. Dieser beeinflusst direkt die Zyklenlebensdauer und die Lade-/Entladestabilität der Batterie.
Schritt 5: Sekundäre Abdichtung und Formgebung (Endgültige Abdichtung und Formgebung)
Nach der Elektrolytimprägnierung beginnt der abschließende Versiegelungsprozess: Bei Softpack-Zellen wird überschüssiges Gas durch ein Vakuum-Doppelversiegelungsverfahren entfernt, die Injektionsöffnung vollständig abgedichtet, Membranfalten geglättet und die Zelle in Form gebracht. Bei Hartschalenzellen wird die Injektionsöffnung per Laserschweißen verschlossen, wodurch eine vollständig abgedichtete Umgebung entsteht und der Zellhohlraum vollständig von der Außenwelt isoliert wird.
Schritt 6: Bildung, Kapazitätstest und Alterung (Zellaktivierung + Screening)
Neu verpackte Zellen befinden sich in einem “Ruhezustand” und müssen durch einen Formierungsprozess aktiviert werden: Ein Lade-Entlade-Zyklus mit kleinem Strom aktiviert die Elektrodenmaterialien und repariert die innere Grenzflächenstruktur.
Anschließend werden Kapazitätstests durchgeführt, um die tatsächliche Kapazität, den Innenwiderstand und die Spannungsparameter der Zellen präzise zu kalibrieren und fehlerhafte Produkte mit Ausbeulungen, Leckagen, unzureichender Kapazität oder abnormalem Innenwiderstand auszusortieren. Abschließend stabilisiert ein Langzeit-Alterungsprozess bei Raumtemperatur die Zellleistung und identifiziert Produkte mit potenziellem zukünftigem Ausfallrisiko.
Schritt Sieben: Endkontrolle und Isolierungsschutz (Abschließende Qualitätskontrolle vor dem Versand)
Qualifizierte Zellen werden einer abschließenden Sichtprüfung, einer Dichtheitsprüfung und einer Isolationsprüfung unterzogen. Anschließend werden Isolierkleber und Schutzfolie aufgebracht und Modellnummer, Parameter und Produktionsdatum aufgedruckt. Damit ist der Verkapselungsprozess abgeschlossen und die Zellen für die nachfolgende Modul- und PACK-Montage vorbereitet.
IV. Zentrale Qualitätskontrollpunkte im Verpackungsprozess (Schlüssel zur Ausbeute)
Bei der Verpackung von Lithiumbatterien können selbst geringfügige Fehler zu schwerwiegenden Qualitätsproblemen führen. Die wichtigsten Qualitätskontrollpunkte konzentrieren sich auf drei Bereiche:
1. Dichtungsgenauigkeit (Verhinderung von Gasaufblähung und Leckage)
Die Parameter für Temperatur, Druck und Zeit beim Heißsiegeln müssen präzise aufeinander abgestimmt sein. Unvollständige Versiegelung, Leckagen oder zu schmale Siegelränder können dazu führen, dass Wasser und Luft in die Zelle eindringen, was zu Gasbildung, Leckagen und einem erheblichen Kapazitätsverlust führt. Zu breite Siegelränder verschwenden Platz und reduzieren die Energiedichte.
2. Abhängigkeit von Elektrolytvolumen und Benetzung (Bestimmung der Lebensdauer)
Eine zu hohe Elektrolytfüllung kann zu Ausbeulungen führen, während eine zu geringe Füllung eine unzureichende Benetzung der Elektroden, einen beschleunigten Kapazitätsverlust und eine verkürzte Batterielebensdauer zur Folge hat. Die Vakuumfüllung in Kombination mit ausreichendem Absetzen ist entscheidend für die langfristige Stabilität der Zelle.
3. Interne Sauberkeit (Vermeidung von Kurzschlussgefahren)
Der gesamte Verpackungsprozess muss in einer staubarmen und trockenen Umgebung durchgeführt werden. Staub und Metallpartikel können den Separator direkt beschädigen und so Mikrokurzschlüsse, übermäßige Selbstentladung und in schweren Fällen ein thermisches Durchgehen verursachen.