
De elektrische voertuigen en energieopslagapparaten die we dagelijks gebruiken, zijn allemaal afhankelijk van lithium-ion-accucellen voor hun stroomvoorziening. De capaciteit, levensduur, veiligheid en waterdichtheid/explosiebestendigheid van deze cellen zijn afhankelijk van het verpakkingsproces. Als het coaten en wikkelen van de elektroden te vergelijken is met het "bouwen van het skelet en het vullen van de batterij", dan is het verpakken van de cel te vergelijken met het aantrekken van een beschermend pak, het afdichten en vormen ervan, en het waarborgen van de veiligheidsbasis. De precisie en stabiliteit van het verpakkingsproces bepalen direct of een cel een veilige en bruikbare batterij kan worden.
I. Wat is de verpakking van een batterijcel? Wat is de belangrijkste functie ervan?
Simpel gezegd is het verpakken van een batterijcel het hele proces waarbij een kale, gewikkelde/gestapelde batterijcel in een behuizing wordt geplaatst, afgesloten, gevuld met elektrolyt, geactiveerd, opnieuw afgesloten, getest en gevormd. Uiteindelijk resulteert dit in een afgesloten, geïsoleerde, veilige en stabiele batterijcel die energie kan opslaan en afgeven.
In tegenstelling tot het eenvoudige "verpakken" dat algemeen wordt aangenomen, is het verpakken van lithiumbatterijen een precisieproces met vier essentiële functies:
Isolatie en bescherming: Isoleert de batterij van lucht, vocht en stof, waardoor oxidatie van de elektroden en defecten aan het elektrolyt worden voorkomen, en celvervorming en lekkage worden geëlimineerd.
Isolatie en explosiebeveiliging: Beschermt de contactpunten en de celstructuur, voorkomt interne kortsluiting, compressie en perforaties en verbetert zo de veiligheid van de batterij.
Elektrolytvergrendeling: Een volledig afgesloten holte sluit de elektrolyt in, waardoor normaal lithiumionentransport wordt gewaarborgd en de levensduur van de batterij wordt bepaald.
Vormgeving en aanpassing: Standaardiseert de celgrootte en -vorm om te voldoen aan de assemblagebehoeften van mobiele telefoons, elektrische voertuigen en energieopslagapparaten.
Momenteel is de industrie sterk verdeeld in drie hoofdrichtingen: softpack-verpakkingen, stijve cilindrische verpakkingen en stijve prismatische verpakkingen. Softpack- en stijve prismatische verpakkingen zijn de meest gebruikte technologieën voor consumentenelektronica en accu's.

II. Drie gangbare verpakkingstypen: voordelen en nadelen in één oogopslag
1. Zachte celverpakking (verpakking van aluminium-kunststoffolie)
Deze oplossing, waarbij een composietfolie van aluminium en kunststof als buitenlaag wordt gebruikt, is gangbaar voor mobiele telefoons, tablets, Bluetooth-headsets en kleine energieopslagbatterijen.
Voordelen: Lichtgewicht en dun, hoge energiedichtheid, flexibel ontwerp
Nadelen: Lage wandsterkte, slechte drukweerstand, extreem hoge eisen aan de afdichtingsprecisie en een moeilijk massaproductieproces.
2. Prismatische harde schaalverpakking (aluminium/stalen schaal)
Met een harde behuizing van aluminiumlegering of staal vormt dit de kernoplossing voor accu's en grote energieopslagcellen voor elektrische voertuigen. Het heeft een stabiele structuur en is geschikt voor modulaire montage.
Voordelen: Robuuste structuur, slagvastheid, goede warmteafvoer, geschikt voor serie- en parallelle module-integratie en een hoge levensduurstabiliteit.
Nadelen: Relatief zwaar, iets lagere energiedichtheid
3. Cilindrische harde schaalverpakking
Klassieke 18650- en 21700-modellen maken gebruik van dit proces. Het is sterk gestandaardiseerd en wordt vooral gebruikt in powerbanks en elektrisch gereedschap.
Voordelen: Gestandaardiseerde massaproductie, hoge consistentie, lage kosten
Nadelen: Beperkte capaciteit per eenheid, lage ruimtebenutting bij moduleassemblage
III. Volledig proces voor het verpakken van batterijcellen (industriestandaardprocedure)
Veel mensen denken ten onrechte dat verpakken alleen het "verzegelen" omvat. In werkelijkheid is het complete verpakkingsproces een continue en nauwkeurige reeks stappen, van voorbewerking tot eindinspectie, waarbij elke stap met elkaar verbonden is. Een defect in welke stap dan ook kan leiden tot het afkeuren van de batterijcel.
Stap 1: Voorbewerking en sortering van batterijcellen (fundamentele voorbereiding op de verpakking)
Kale batterijcellen worden na het wikkelen/stapelen niet direct verpakt; ze vereisen een voorbewerking om de kwaliteit te verbeteren: Ten eerste worden de lipjes gevormd, gesneden en ontstoft om de juiste lengte en vlakheid te garanderen, waarbij reststof en bramen uit het productieproces worden verwijderd om latere kortsluiting te voorkomen. Vervolgens wordt met behulp van zeer nauwkeurige apparatuur de capaciteit gesorteerd, waarbij cellen worden geclassificeerd op basis van interne weerstand, spanning en capaciteitsparameters om consistentie binnen dezelfde batch te garanderen en de basis te leggen voor latere serie- en parallelschakelingen. Ten slotte verwijdert een bakproces op hoge temperatuur al het resterende vocht uit de batterijcel, waardoor latere gasexpansie en lekkageproblemen worden voorkomen.

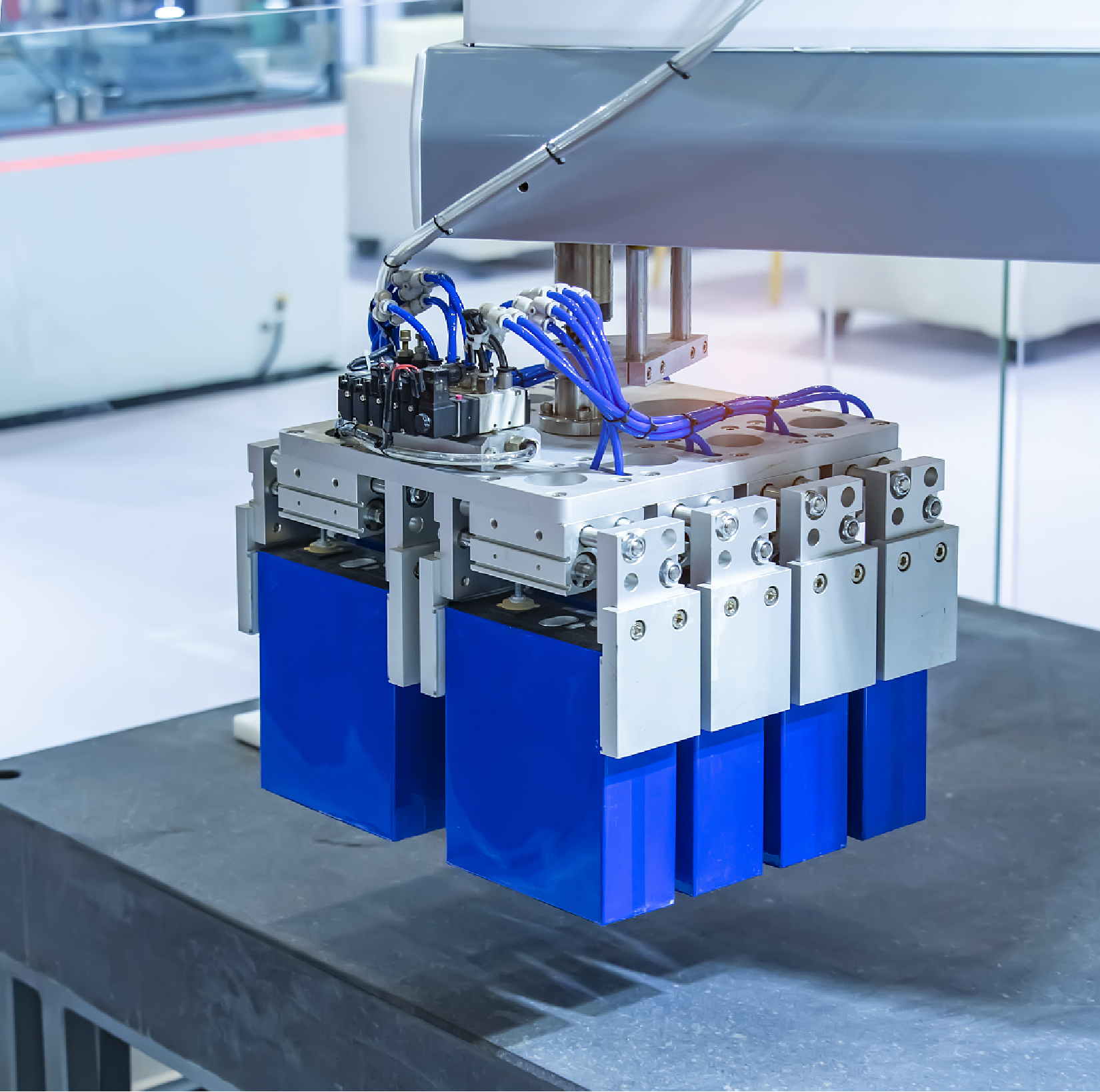
Stap 2: Positionering van de behuizing/omhulling (celvorming)
Dit is de "vormgevingsfase" van de verpakking, en de uitvoering verschilt afhankelijk van het proces:
Voor softpack-cellen: De kale cel wordt nauwkeurig in de voorgevormde aluminiumfolieverpakking geplaatst, precies uitgelijnd met de lipjes, en er is een standaard elektrolytinjectiepoort aanwezig. Dit zorgt ervoor dat de cel gecentreerd is, zonder verschuivingen of kreukels, ter voorbereiding op de daaropvolgende afdichting.
Voor vierkante/cilindrische cellen met harde pakking: De kale cel wordt nauwkeurig in de aluminium of stalen behuizing geplaatst, de isolerende pakkingen worden aangebracht en de aansluitingen worden uitgelijnd. Door middel van groeven wordt de positie van de cel gefixeerd, waardoor losraken en verschuiving aan de binnenkant wordt voorkomen.
Stap 3: Multidirectioneel warmteverzegelen/lassen (kernverzegelingsproces)
Een goede afdichting is essentieel bij de verpakking, omdat deze direct de luchtdichtheid en levensduur van de batterij bepaalt. Bij softpack-cellen wordt een drietraps warmteafdichtingsproces toegepast:
1. Bovenste afdichting: Het afdichten van het gebied rond de lipjes. Dit is het meest precieze en moeilijk te controleren proces, waarbij nauwkeurige controle van temperatuur, druk en tijd vereist is om lekkage of onvolledige afdichting te voorkomen.
2. Zijdelingse afdichting: Beide zijden van de cel worden afgedicht, waardoor het grootste deel van de holte wordt afgesloten en alleen de vulopening voor de elektrolyt openblijft.
3. Hoekafdichting: Versterkt de afdichting bij hoekbuigingen, vermindert spanning en voorkomt scheuren en lekkage na langdurig gebruik.
Bij cellen met een starre behuizing worden de bovenklep, de buitenmantel en de elektrolytvulopening naadloos aan elkaar gelast met laserlassen. Dit resulteert in uniforme, poriënvrije lassen die een absolute afdichting van de holte garanderen.
Stap 4: Vacuüminjectie (waardoor de cel energieopslagcapaciteit krijgt)
De verzegelde cellen worden vervolgens in een vacuümdroogomgeving/handschoenkast geplaatst voor het injecteren van elektrolyt. Dit is een cruciale stap in de transformatie van de cel van een "halffabricaat" naar een "energieopslageenheid".“
Een uiterst nauwkeurige doseerpomp injecteert precies een vaste hoeveelheid elektrolyt in de accucel. De vacuümomgeving verwijdert alle lucht uit de holte, waardoor oxidatie van de elektrolyt en de vorming van luchtbellen worden voorkomen. Na de injectie moet de cel 12 tot 24 uur blijven staan, zodat de elektrolyt de elektroden en de separator volledig kan bevochtigen en een stabiele SEI-film kan vormen. Deze film heeft een directe invloed op de levensduur en de laad-ontlaadstabiliteit van de accu.
Stap 5: Secundaire afdichting en vormgeving (Definitieve afdichting en vormgeving)
Na de elektrolytimpregnatie begint het uiteindelijke afdichtingsproces: bij softpack-cellen wordt overtollig gas verwijderd door middel van een vacuüm-dubbelafdichtingsproces, waardoor de injectiepoort volledig wordt afgesloten, membraanrimpels worden gladgestreken en de cel in vorm wordt gebracht. Bij hardshell-cellen wordt de injectieopening afgedicht met laserlassen, waardoor een volledig afgesloten omgeving ontstaat en de celholte volledig van de buitenomgeving wordt geïsoleerd.
Stap 6: Vorming, capaciteitstesten en veroudering (celactivering + screening)
Nieuw verpakte cellen bevinden zich in een "slapende toestand" en moeten worden geactiveerd via een vormingsproces: een laad-ontlaadcyclus met een lage stroomsterkte activeert de elektrodematerialen en herstelt de interne interfacestructuur.
Vervolgens wordt een capaciteitstest uitgevoerd om de werkelijke capaciteit, interne weerstand en spanningsparameters van de cellen nauwkeurig te kalibreren. Hierdoor worden defecte producten met bolling, lekkage, onvoldoende capaciteit of abnormale interne weerstand uitgesloten. Ten slotte stabiliseert een langdurig verouderingsproces bij kamertemperatuur de prestaties van de cellen, waardoor producten met een potentieel toekomstig defect worden geïdentificeerd.
Stap zeven: Eindinspectie en isolatiebescherming (laatste kwaliteitscontrole vóór verzending)
Gekwalificeerde cellen ondergaan een laatste visuele inspectie, luchtdichtheidstest en isolatietest. Vervolgens worden isolerende lijm en beschermfolie aangebracht en worden het modelnummer, de parameters en de productiedatum erop geprint. Hiermee is het volledige inkapselingsproces voltooid en zijn de cellen klaar voor de daaropvolgende module- en PACK-assemblage.
IV. Kernpunten van kwaliteitscontrole in het verpakkingsproces (sleutel tot opbrengst)
Bij de verpakking van lithiumbatterijen kunnen zelfs kleine fouten leiden tot ernstige kwaliteitsproblemen. De belangrijkste kwaliteitscontrolepunten zijn geconcentreerd in drie gebieden:
1. Nauwkeurige afdichting (voorkomen van gasinflatie en lekkage)
De temperatuur, druk en tijd die nodig zijn voor het sealen moeten nauwkeurig op elkaar afgestemd zijn. Onvolledige afdichting, lekkages of te smalle sealranden kunnen ervoor zorgen dat water en lucht de cel binnendringen, wat leidt tot gasvorming, lekkage en een aanzienlijke capaciteitsdaling. Te brede sealranden nemen ruimte in beslag en verminderen de energiedichtheid.
2. Elektrolytvolume en bevochtigingsafhankelijkheid (bepaling van de levensduur)
Overmatige elektrolytvulling kan leiden tot bolling, terwijl onvoldoende vulling resulteert in onvoldoende bevochtiging van de elektroden, versnelde slijtage van de cyclus en een kortere levensduur van de batterij. Vacuümvulling in combinatie met voldoende bezinking is cruciaal voor het waarborgen van celstabiliteit op lange termijn.
3. Interne reinheid (voorkomen van kortsluitingsgevaar)
Het gehele verpakkingsproces moet plaatsvinden in een stofarme en vochtige omgeving. Stof en metaalresten kunnen de separator direct doorboren, wat microkortsluitingen, overmatige zelfontlading en in ernstige gevallen thermische oververhitting kan veroorzaken.