
De elbiler og energilagringsenheder, vi bruger dagligt, er alle afhængige af lithium-ion-battericeller til strøm. Kapaciteten, levetiden, sikkerheden og vandtætheden/eksplosionssikringen af disse celler afhænger 70% af emballeringsprocessen. Hvis elektrodebelægning og vikling er som at "bygge skelettet og fylde batteriets kød", så er celleemballering som at tage en beskyttelsesdragt på, forsegle og forme den og sikre sikkerhedsgrundlaget. Præcisionen og stabiliteten af emballeringsprocessen bestemmer direkte, om en celle kan blive et sikkert og brugbart færdigt batteri.
I. Hvad er battericelleemballage? Hvad er dens kernefunktion?
Kort sagt er battericellepakning hele processen med at tage en bar battericelle, som er blevet viklet/stablet, og derefter indkapsle den i en skal, forsegle den, injicere elektrolyt, aktivere den, forsegle den igen og teste og forme den, for i sidste ende at skabe en forseglet, isoleret, sikker og stabil færdig battericelle, der er i stand til at lagre og aflade energi.
I modsætning til den simple "emballage", der almindeligvis opfattes, er emballering af litiumbatterier en præcisionsproces med fire væsentlige funktioner:
Isolering og beskyttelse: Isolerer batteriet fra luft, fugt og støv, hvilket forhindrer elektrodeoxidation og elektrolytfejl og eliminerer celleudbuling og lækage.
Isolering og eksplosionssikker: Sikrer fanerne og cellestrukturen, forhindrer interne kortslutninger, kompression og punkteringer og forbedrer dermed batteriets sikkerhed.
Elektrolytlåsning: Et fuldstændigt forseglet hulrum låser elektrolytten inde, hvilket sikrer normal lithium-iontransport og bestemmer batteriets levetid.
Formgivning og tilpasning: Standardiserer cellestørrelse og -form for at imødekomme monteringsbehovene for mobiltelefoner, elbiler og energilagringsenheder.
I øjeblikket er industriens mainstream opdelt i tre hovedruter: soft-pack emballage, stiv cylindrisk emballage og stiv prismatisk emballage. Blandt disse er soft-pack og stiv prismatisk emballage de mest almindelige teknologier til forbrugerelektronik og batterier.

II. Tre almindelige emballagetyper: Fordele og ulemper på et overblik
1. Soft-Pack Cell Packaging (Aluminium-plastfilmemballage)
Med en ydre skal af aluminium-plast-kompositfilm er dette den almindelige løsning til mobiltelefoner, tablets, Bluetooth-headset og små energilagringsbatterier.
Fordele: Let og tynd, høj energitæthed, fleksibelt design
Ulemper: Lav skalstyrke, dårlig kompressionsmodstand, ekstremt høje krav til tætningspræcision og vanskelig masseproduktionsproces.
2. Prismatisk hårdskalsemballage (aluminium/stålskal)
Med en hård skal af aluminiumslegering eller stål er dette kerneløsningen til nye energibilbatterier og store energilagringsceller. Den har en stabil struktur og er egnet til modulær samling.
Fordele: Robust struktur, slagfasthed, god varmeafledning, egnet til serie- og parallelmodulintegration og stærk levetidsstabilitet.
Ulemper: Relativt tung, lidt lavere energitæthed
3. Cylindrisk hårdskalsemballage
Klassiske 18650- og 21700-modeller bruger denne proces. Den har en høj grad af standardisering og bruges mest i powerbanks og elværktøj.
Fordele: Standardiseret masseproduktion, høj ensartethed, lave omkostninger
Ulemper: Begrænset enhedskapacitet, lav pladsudnyttelse ved modulmontering
III. Komplet battericellepakkeproces (branchestandardprocedure)
Mange tror fejlagtigt, at emballering kun involverer "forseglingstrinnet". I virkeligheden er komplet emballering en kontinuerlig og præcis kæde af processer, fra forbehandling til endelig inspektion, hvor hvert trin er forbundet. En defekt i et hvilket som helst trin kan føre til, at battericellen kasseres.
Trin 1: Forbehandling og sortering af battericeller (grundlæggende forberedelse af præpakning)
Bare battericeller pakkes ikke direkte efter at være blevet viklet/stablet; de kræver forbehandling for at forbedre kvaliteten: Først formes, skæres og støves fligene for at sikre korrekt længde og fladhed, hvilket fjerner resterende støv og grater fra produktionsprocessen for at forhindre kortslutninger senere. Derefter anvendes højpræcisionsudstyr til kapacitetssortering, hvor cellerne klassificeres efter intern modstand, spænding og kapacitetsparametre for at sikre ensartethed inden for samme batch, hvilket lægger grundlaget for efterfølgende serie- og parallelmontering. Endelig fjerner højtemperaturbagning fuldstændigt resterende fugt fra battericellen, hvilket forhindrer senere gasekspansion og lækageproblemer.

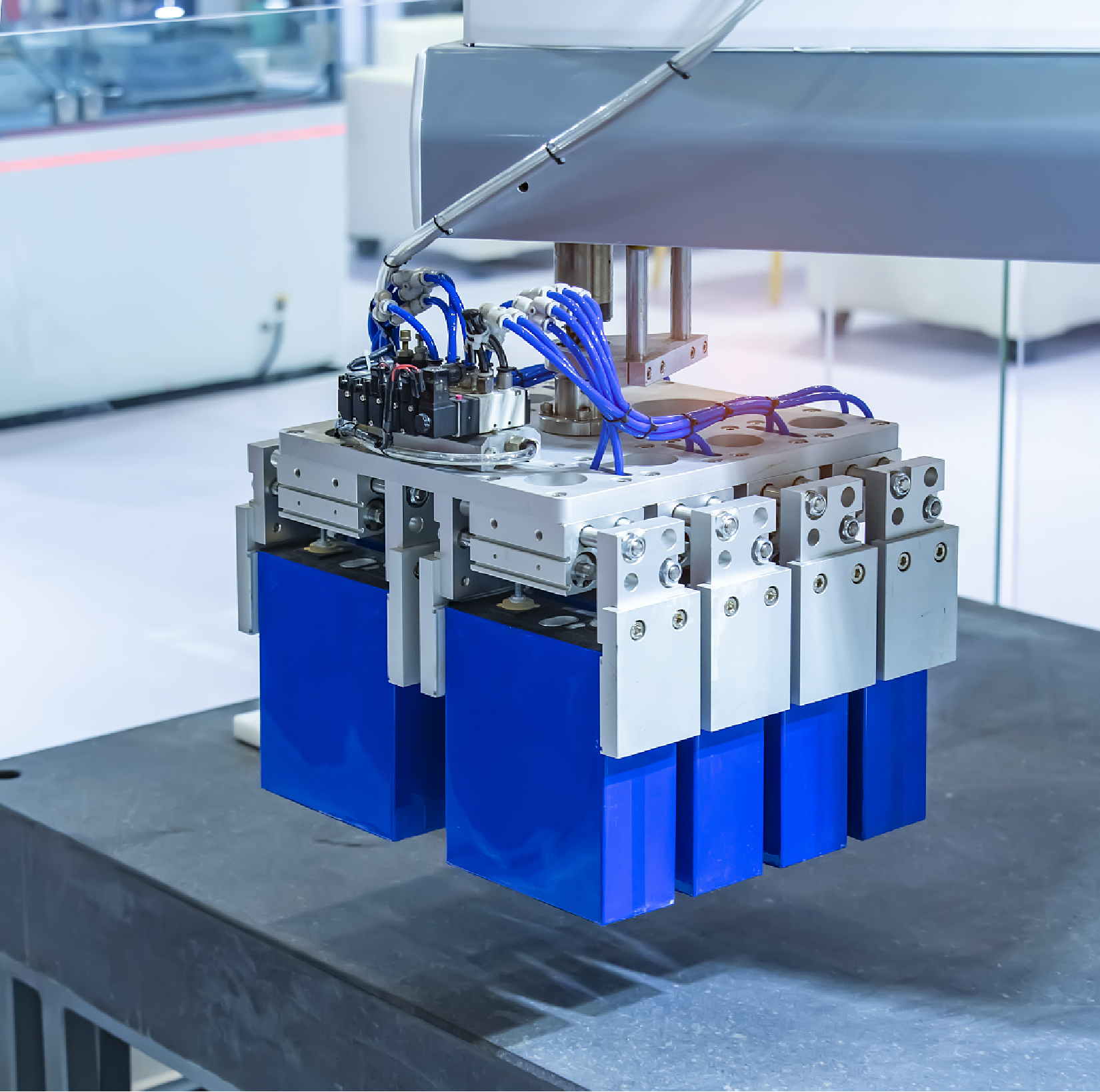
Trin 2: Placering af hus/indpakning (celleformning)
Dette er emballagens "formningsfase", og operationen varierer afhængigt af processen:
For blødpakkede celler: Den bare celle placeres præcist i den præformede aluminium-plastfilmemballagepose, præcist justeret med fanerne, og der er en standard elektrolytinjektionsport. Dette sikrer, at cellen er centreret uden forskydning eller rynker og forberedes til efterfølgende forsegling.
For hårdpakkede firkantede/cylindriske celler: Den bare celle installeres præcist i aluminiums- eller stålhuset, de isolerende pakninger placeres, og terminalerne justeres. En rilleproces bruges til at fiksere cellens position og forhindre indvendig løsning og bevægelse.
Trin 3: Flervejs varmeforsegling/svejseforsegling (kerneforseglingsproces)
Forsegling er altafgørende ved emballering, da det direkte bestemmer batteriets lufttæthed og levetid. Softpack-celler anvender en tretrins varmeforseglingsproces:
1. Topforsegling: Forsegling af området omkring fanerne. Dette er den mest præcise og vanskeligste proces at kontrollere, da den kræver præcis kontrol af temperatur, tryk og tid for at forhindre lækager eller ufuldstændig forsegling.
2. Sideforsegling: Forsegling af begge sider af cellen, lukning af det meste af hulrummet, så kun elektrolytpåfyldningsporten er tilbage.
3. Hjørneforsegling: Styrker forseglingen ved hjørnebøjninger, frigiver stress og forhindrer revner og lækage efter langvarig brug.
Stive celler bruger lasersvejsning til problemfrit at svejse topdækslet, den ydre skal og elektrolytpåfyldningsporten, hvilket resulterer i ensartede, porefri svejsninger, der sikrer absolut hulrumstætning.
Trin 4: Vakuumindsprøjtning (giver cellen energilagringskapacitet)
De forseglede celler placeres derefter i et vakuumtørringsmiljø/handskerum til elektrolytinjektion. Dette er et afgørende trin i at omdanne cellen fra et "halvfabrikat" til et "energilager".“
En højpræcisionsdoseringspumpe sprøjter præcist en fast mængde elektrolyt ind i battericellen. Vakuummiljøet fjerner fuldstændigt luft fra hulrummet, hvilket forhindrer elektrolytoxidation og bobledannelse. Efter injektionen skal cellen stå i 12-24 timer for at lade elektrolytten fugte elektroderne og separatoren helt og danne en stabil SEI-film, som direkte påvirker batteriets levetid og opladnings- og afladningsstabilitet.
Trin 5: Sekundær forsegling og formning (Endelig forsegling og formning)
Efter elektrolytimprægnering begynder den endelige forseglingsproces: For softpack-celler fjerner en vakuum-dobbeltforseglingsproces overskydende gas, hvilket forsegler injektionsporten fuldstændigt, udglatter membranrynker og former cellen. For hårdskalceller forsegler lasersvejsning injektionshullet, hvilket opnår et fuldstændigt forseglet miljø og sikrer fuldstændig isolering af cellehulrummet fra det ydre miljø.
Trin 6: Dannelse, kapacitetstestning og ældning (celleaktivering + screening)
Nypakkede celler er i en "dvaletilstand" og kræver aktivering gennem en dannelsesproces: En lille strømopladnings- og afladningscyklus aktiverer elektrodematerialerne og reparerer den interne grænsefladestruktur.
Derefter udføres kapacitetstest for nøjagtigt at kalibrere cellernes faktiske kapacitet, indre modstand og spændingsparametre, hvilket eliminerer defekte produkter med udbuling, lækage, substandard kapacitet eller unormal indre modstand. Endelig stabiliserer en langvarig ældningsproces ved stuetemperatur cellens ydeevne og identificerer produkter med potentiale for fremtidig fejl.
Trin syv: Slutinspektion og isoleringsbeskyttelse (slutkontrol før forsendelse)
Kvalificerede celler gennemgår en endelig visuel inspektion, lufttæthedstest og isoleringstest. Derefter påføres isolerende klæbemiddel og beskyttelsesfilm, og modelnummer, parametre og produktionsdato trykes på dem, hvilket fuldender hele indkapslingsprocessen og forbereder dem til efterfølgende modul- og PAKKEMONTERING.
IV. Kernekvalitetskontrolpunkter i emballageprocessen (nøgle til udbytte)
I emballage til litiumbatterier kan selv små fejl føre til alvorlige kvalitetsproblemer. De centrale kvalitetskontrolpunkter er koncentreret om tre områder:
1. Forseglingsnøjagtighed (forebygger gasoppustning og lækage)
Parametrene for varmeforseglingstemperatur, -tryk og -tid skal være præcist afstemt. Ufuldstændig forsegling, lækager eller for smalle forseglingskanter kan forårsage, at vand og luft trænger ind i cellen, hvilket resulterer i gasoppustning, lækage og et betydeligt fald i kapaciteten. For brede forseglingskanter spilder plads og reducerer energitætheden.
2. Elektrolytvolumen og befugtningsafhængighed (bestemmelse af levetid)
Overdreven elektrolytfyldning kan forårsage udbuling, mens utilstrækkelig fyldning fører til utilstrækkelig befugtning af elektroden, accelereret cyklushenfald og reduceret batterilevetid. Vakuumfyldning kombineret med tilstrækkelig bundfældning er afgørende for at sikre langsigtet cellestabilitet.
3. Intern renlighed (forebyggelse af kortslutningsfare)
Hele emballeringsprocessen skal udføres i et miljø med lavt støvindhold og lav luftfugtighed. Støv og metalrester kan punktere separatoren direkte og forårsage mikrokortslutninger, overdreven selvafladning og i alvorlige tilfælde termisk runaway.