
Los vehículos eléctricos y los dispositivos de almacenamiento de energía que usamos a diario dependen de celdas de baterías de iones de litio para su funcionamiento. La capacidad, la vida útil, la seguridad y la resistencia al agua y a las explosiones de estas celdas dependen del proceso de empaquetado. Si el recubrimiento y el bobinado de los electrodos son como “construir el esqueleto y rellenar la carne” de la batería, el empaquetado de la celda es como ponerse un traje protector, sellarlo, darle forma y garantizar la seguridad. La precisión y la estabilidad del proceso de empaquetado determinan directamente si una celda puede convertirse en una batería final segura y utilizable.
I. ¿Qué es el encapsulado de celdas de batería? ¿Cuál es su función principal?
En pocas palabras, el empaquetado de celdas de batería es todo el proceso de tomar una celda de batería desnuda, que ha sido enrollada/apilada, y luego recubrirla con una carcasa, sellarla, inyectar electrolito, activarla, sellarla de nuevo, probarla y darle forma, creando finalmente una celda de batería terminada, sellada, aislada, segura y estable, capaz de almacenar y descargar energía.
A diferencia del simple “embalaje” que se suele entender, el embalaje de las baterías de litio es un proceso de precisión con cuatro funciones esenciales:
Aislamiento y protección: Aísla la batería del aire, la humedad y el polvo, evitando la oxidación de los electrodos y el fallo del electrolito, y eliminando la hinchazón y las fugas de las celdas.
Aislamiento y protección contra explosiones: Asegura las pestañas y la estructura de la celda, evitando cortocircuitos internos, compresión y perforaciones, mejorando así la seguridad de la batería.
Bloqueo del electrolito: Una cavidad completamente sellada retiene el electrolito, lo que garantiza el transporte normal de iones de litio y determina la vida útil de la batería.
Diseño y adaptación: Estandariza el tamaño y la forma de las celdas para satisfacer las necesidades de ensamblaje de teléfonos móviles, vehículos eléctricos y dispositivos de almacenamiento de energía.
Actualmente, la industria se divide en tres grandes categorías: embalaje flexible, embalaje cilíndrico rígido y embalaje prismático rígido. Entre ellas, el embalaje flexible y el embalaje prismático rígido son las tecnologías predominantes para la electrónica de consumo y las baterías.

II. Tres tipos de envases más comunes: ventajas y desventajas de un vistazo
1. Embalaje de celdas Soft-Pack (embalaje de película de aluminio y plástico)
Esta solución, que utiliza una película compuesta de aluminio y plástico como carcasa exterior, es la más común para teléfonos móviles, tabletas, auriculares Bluetooth y pequeñas baterías de almacenamiento de energía.
Ventajas: Ligero y delgado, alta densidad energética, diseño flexible
Desventajas: Baja resistencia de la carcasa, escasa resistencia a la compresión, requisitos extremadamente altos de precisión en el sellado y proceso de producción en masa complicado.
2. Embalaje prismático de carcasa rígida (carcasa de aluminio/acero)
Fabricada con una carcasa rígida de aleación de aluminio o acero, esta es la solución principal para baterías de vehículos eléctricos y grandes celdas de almacenamiento de energía. Posee una estructura estable y es apta para el ensamblaje modular.
Ventajas: Estructura robusta, resistencia a los impactos, buena disipación del calor, apto para la integración de módulos en serie y en paralelo, y gran estabilidad a lo largo de su vida útil.
Desventajas: Relativamente pesado, densidad energética ligeramente menor.
3. Embalaje cilíndrico de carcasa rígida
Los modelos clásicos 18650 y 21700 utilizan este proceso. Tiene un alto grado de estandarización y se usa principalmente en baterías externas y herramientas eléctricas.
Ventajas: Producción en masa estandarizada, alta consistencia, bajo costo.
Desventajas: Capacidad limitada de la unidad, baja utilización del espacio en el ensamblaje del módulo.
III. Proceso completo de empaquetado de celdas de batería (procedimiento estándar de la industria)
Mucha gente cree erróneamente que el embalaje solo implica el sellado. En realidad, el embalaje completo es una cadena de procesos continua y precisa, desde el preprocesamiento hasta la inspección final, donde cada paso está interconectado. Un defecto en cualquiera de estos pasos puede provocar el descarte de la celda de la batería.
Paso 1: Preprocesamiento y clasificación de celdas de batería (Preparación básica para el preempaquetado)
Las celdas de batería, una vez enrolladas o apiladas, no se empaquetan directamente; requieren un preprocesamiento para mejorar su calidad: primero, se les da forma, se cortan y se limpian las pestañas para asegurar la longitud y planitud adecuadas, eliminando el polvo y las rebabas residuales del proceso de producción y previniendo cortocircuitos posteriores. A continuación, se utiliza equipo de alta precisión para la clasificación por capacidad, clasificando las celdas según su resistencia interna, voltaje y capacidad para garantizar la uniformidad dentro del mismo lote, sentando las bases para el posterior ensamblaje en serie y en paralelo. Finalmente, un horneado a alta temperatura elimina por completo la humedad residual de la celda, previniendo la expansión de gases y los problemas de fugas posteriores.

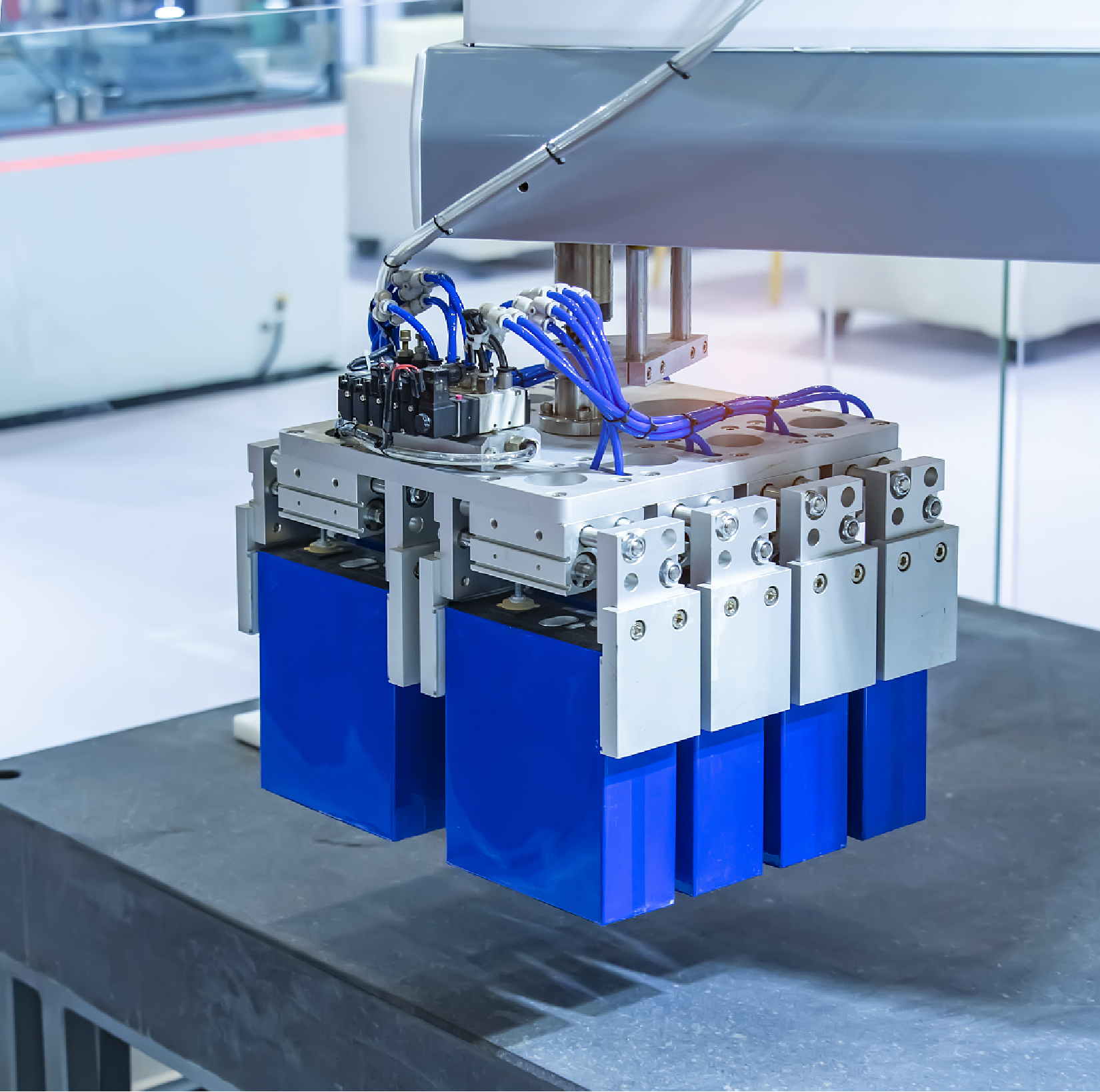
Paso 2: Posicionamiento de la carcasa/envoltura (conformación de la célula)
Esta es la “etapa de moldeado” del empaquetado, y el proceso difiere según el método empleado:
Para celdas de embalaje flexible: La celda sin carcasa se coloca con precisión en la bolsa de embalaje preformada de película de aluminio y plástico, alineándola con las pestañas. Se incluye un puerto de inyección de electrolito estándar. Esto garantiza que la celda esté centrada, sin descentramiento ni arrugas, preparándola para el sellado posterior.
Para celdas cuadradas/cilíndricas compactas: La celda desnuda se instala con precisión en la carcasa de aluminio o acero, se colocan las juntas aislantes y se alinean los terminales. Se utiliza un proceso de ranurado para fijar la posición de la celda, evitando que se afloje o se mueva internamente.
Paso 3: Sellado térmico multidireccional/Soldadura (Proceso de sellado del núcleo)
El sellado es fundamental en el empaquetado, ya que determina directamente la hermeticidad y la vida útil de la batería. Las celdas de paquete flexible emplean un proceso de termosellado de tres etapas:
1. Sellado superior: Sella la zona alrededor de las pestañas. Este es el proceso más preciso y difícil de controlar, ya que requiere un control exacto de la temperatura, la presión y el tiempo para evitar fugas o un sellado incompleto.
2. Sellado lateral: Se sellan ambos lados de la celda, cerrando la mayor parte de la cavidad y dejando solo el puerto de llenado del electrolito.
3. Sellado de esquinas: Refuerza el sellado en las curvas de las esquinas, liberando la tensión y evitando grietas y fugas tras un uso prolongado.
Las celdas de carcasa rígida utilizan soldadura láser para unir sin fisuras la tapa superior, la carcasa exterior y el puerto de llenado del electrolito, lo que da como resultado soldaduras uniformes y sin poros que garantizan un sellado absoluto de la cavidad.
Paso 4: Inyección al vacío (que otorga a la célula capacidad de almacenamiento de energía)
Posteriormente, las celdas selladas se colocan en una cámara de secado al vacío o en una caja de guantes para la inyección de electrolitos. Este es un paso crucial para transformar la celda de un producto semiacabado en un dispositivo de almacenamiento de energía.“
Una bomba dosificadora de alta precisión inyecta con exactitud una cantidad fija de electrolito en la celda de la batería. El vacío elimina por completo el aire de la cavidad, evitando la oxidación del electrolito y la formación de burbujas. Tras la inyección, la celda debe reposar entre 12 y 24 horas para que el electrolito humedezca completamente los electrodos y el separador, formando una capa SEI estable que influye directamente en la vida útil y la estabilidad de carga y descarga de la batería.
Paso 5: Sellado y moldeado secundario (Sellado y moldeado final)
Tras la impregnación con electrolito, comienza el proceso de sellado final: en las celdas de tipo softpack, un proceso de doble sellado al vacío elimina el exceso de gas, sellando completamente el puerto de inyección, alisando las arrugas de la membrana y dando forma a la celda. En las celdas de carcasa rígida, la soldadura láser sella el orificio de inyección, logrando un entorno totalmente sellado y asegurando el aislamiento completo de la cavidad de la celda del entorno externo.
Paso 6: Formación, prueba de capacidad y envejecimiento (activación celular + selección)
Las celdas recién empaquetadas se encuentran en un "estado latente" y requieren activación mediante un proceso de formación: un ciclo de carga y descarga con una corriente pequeña activa los materiales del electrodo y repara la estructura de la interfaz interna.
Posteriormente, se realizan pruebas de capacidad para calibrar con precisión la capacidad real, la resistencia interna y los parámetros de voltaje de las celdas, eliminando los productos defectuosos con abultamientos, fugas, capacidad insuficiente o resistencia interna anormal. Finalmente, un proceso de envejecimiento prolongado a temperatura ambiente estabiliza el rendimiento de la celda, identificando los productos con potencial de fallas futuras.
Séptimo paso: Inspección final y protección del aislamiento (Control de calidad final antes del envío)
Las celdas que cumplen con los requisitos se someten a una inspección visual final, pruebas de hermeticidad y pruebas de aislamiento. A continuación, se les aplica adhesivo aislante y película protectora, y se imprimen en ellas el número de modelo, los parámetros y la fecha de producción, completando así todo el proceso de encapsulado y preparándolas para el posterior ensamblaje del módulo y del paquete.
IV. Puntos clave de control de calidad en el proceso de envasado (clave para el rendimiento)
En el empaquetado de baterías de litio, incluso los errores menores pueden provocar graves problemas de calidad. Los puntos clave de control de calidad se concentran en tres áreas:
1. Precisión del sellado (Evita la inflación y las fugas de gas)
Los parámetros de temperatura, presión y tiempo de termosellado deben ajustarse con precisión. Un sellado incompleto, fugas o bordes de sellado excesivamente estrechos pueden provocar la entrada de agua y aire en la celda, lo que resulta en la inflación del gas, fugas y una disminución significativa de la capacidad. Los bordes de sellado excesivamente anchos desperdician espacio y reducen la densidad energética.
2. Dependencia del volumen de electrolitos y la humectabilidad (que determina la vida útil)
Un llenado excesivo de electrolito puede provocar abultamientos, mientras que un llenado insuficiente conlleva una humectación inadecuada de los electrodos, una degradación acelerada del ciclo y una menor vida útil de la batería. El llenado al vacío, combinado con una correcta sedimentación, es fundamental para garantizar la estabilidad de la celda a largo plazo.
3. Limpieza interna (prevención de riesgos de cortocircuito)
Todo el proceso de empaquetado debe realizarse en un entorno con bajo nivel de polvo y baja humedad. El polvo y los residuos metálicos pueden perforar directamente el separador, provocando microcortocircuitos, una autodescarga excesiva y, en casos graves, un sobrecalentamiento.