
Les véhicules électriques et les dispositifs de stockage d'énergie que nous utilisons quotidiennement fonctionnent grâce à des cellules de batteries lithium-ion. La capacité, la durée de vie, la sécurité et la résistance à l'eau et aux explosions de ces cellules dépendent du processus d'encapsulation. Si le revêtement et l'enroulement des électrodes sont comparables à la construction de la structure et au remplissage de la batterie, l'encapsulation des cellules s'apparente à l'enfilage d'une combinaison de protection : scellage, mise en forme et garantie d'un niveau de sécurité minimal. La précision et la stabilité du processus d'encapsulation déterminent directement si une cellule peut devenir une batterie finie sûre et utilisable.
I. Qu'est-ce que l'emballage des cellules de batterie ? Quelle est sa fonction principale ?
En termes simples, le conditionnement des cellules de batterie consiste à prendre une cellule de batterie nue, qui a été enroulée/empilée, puis à l'encapsuler dans une coque, à la sceller, à y injecter de l'électrolyte, à l'activer, à la sceller à nouveau, puis à la tester et à la façonner, créant ainsi une cellule de batterie finie, scellée, isolée, sûre et stable, capable de stocker et de libérer de l'énergie.
Contrairement au simple “ emballage ” auquel on pense généralement, l’emballage des batteries au lithium est un processus de précision qui comporte quatre fonctions essentielles :
Isolation et protection : Isole la batterie de l'air, de l'humidité et de la poussière, empêchant l'oxydation des électrodes et la défaillance de l'électrolyte, et éliminant le gonflement et les fuites des cellules.
Isolation et protection antidéflagrante : sécurise les languettes et la structure des cellules, empêchant les courts-circuits internes, la compression et les perforations, améliorant ainsi la sécurité de la batterie.
Verrouillage de l'électrolyte : une cavité totalement étanche emprisonne l'électrolyte, assurant un transport normal des ions lithium et déterminant la durée de vie de la batterie.
Mise en forme et adaptation : normalise la taille et la forme des cellules pour répondre aux besoins d’assemblage des téléphones portables, des véhicules électriques et des dispositifs de stockage d’énergie.
Actuellement, le secteur se divise en trois grandes tendances : l’emballage souple, l’emballage cylindrique rigide et l’emballage prismatique rigide. Parmi celles-ci, l’emballage souple et l’emballage prismatique rigide sont les technologies dominantes pour l’électronique grand public et les batteries.

II. Trois types d'emballage courants : avantages et inconvénients en bref
1. Emballage souple pour cellules (emballage en film aluminium-plastique)
Utilisant un film composite aluminium-plastique comme enveloppe extérieure, il s'agit de la solution courante pour les téléphones portables, les tablettes, les casques Bluetooth et les petites batteries de stockage d'énergie.
Avantages : Léger et fin, haute densité énergétique, conception flexible
Inconvénients : Faible résistance de la coque, faible résistance à la compression, exigences extrêmement élevées en matière de précision d'étanchéité et processus de production en série difficile.
2. Emballage prismatique à coque rigide (coque en aluminium/acier)
Utilisant une enveloppe rigide en alliage d'aluminium ou en acier, cette solution est idéale pour les batteries de véhicules à énergies nouvelles et les cellules de stockage d'énergie de grande capacité. Sa structure stable la rend compatible avec un assemblage modulaire.
Avantages : Structure robuste, résistance aux chocs, bonne dissipation de la chaleur, convient à l'intégration de modules en série et en parallèle, et grande stabilité de durée de vie.
Inconvénients : Relativement lourd, densité énergétique légèrement inférieure
3. Emballage cylindrique à coque rigide
Les modèles classiques 18650 et 21700 utilisent ce procédé. Il est largement standardisé et est principalement utilisé dans les batteries externes et les outils électriques.
Avantages : Production de masse standardisée, grande homogénéité, faible coût
Inconvénients : capacité unitaire limitée, faible utilisation de l’espace lors de l’assemblage des modules
III. Processus complet d'emballage des cellules de batterie (procédure standard de l'industrie)
Beaucoup pensent à tort que l'emballage se limite à l'étape de “ scellage ”. En réalité, un emballage complet est une chaîne de processus continue et précise, du prétraitement à l'inspection finale, chaque étape étant interdépendante. Un défaut à n'importe quelle étape peut entraîner la mise au rebut de l'élément de batterie.
Étape 1 : Prétraitement et tri des cellules de batterie (Préparation de base avant emballage)
Après bobinage/empilage, les cellules de batterie nues ne sont pas conditionnées directement ; elles nécessitent un prétraitement pour en améliorer la qualité : tout d’abord, les languettes sont façonnées, coupées et dépoussiérées afin de garantir leur longueur et leur planéité, éliminant ainsi les poussières et bavures résiduelles issues du processus de production et prévenant les courts-circuits ultérieurs. Ensuite, un équipement de haute précision est utilisé pour le tri des cellules par capacité, les classant selon leur résistance interne, leur tension et leurs paramètres de capacité afin d’assurer l’homogénéité au sein d’un même lot et de préparer l’assemblage en série et en parallèle. Enfin, une cuisson à haute température élimine complètement l’humidité résiduelle des cellules, évitant ainsi les problèmes de dilatation gazeuse et de fuites.

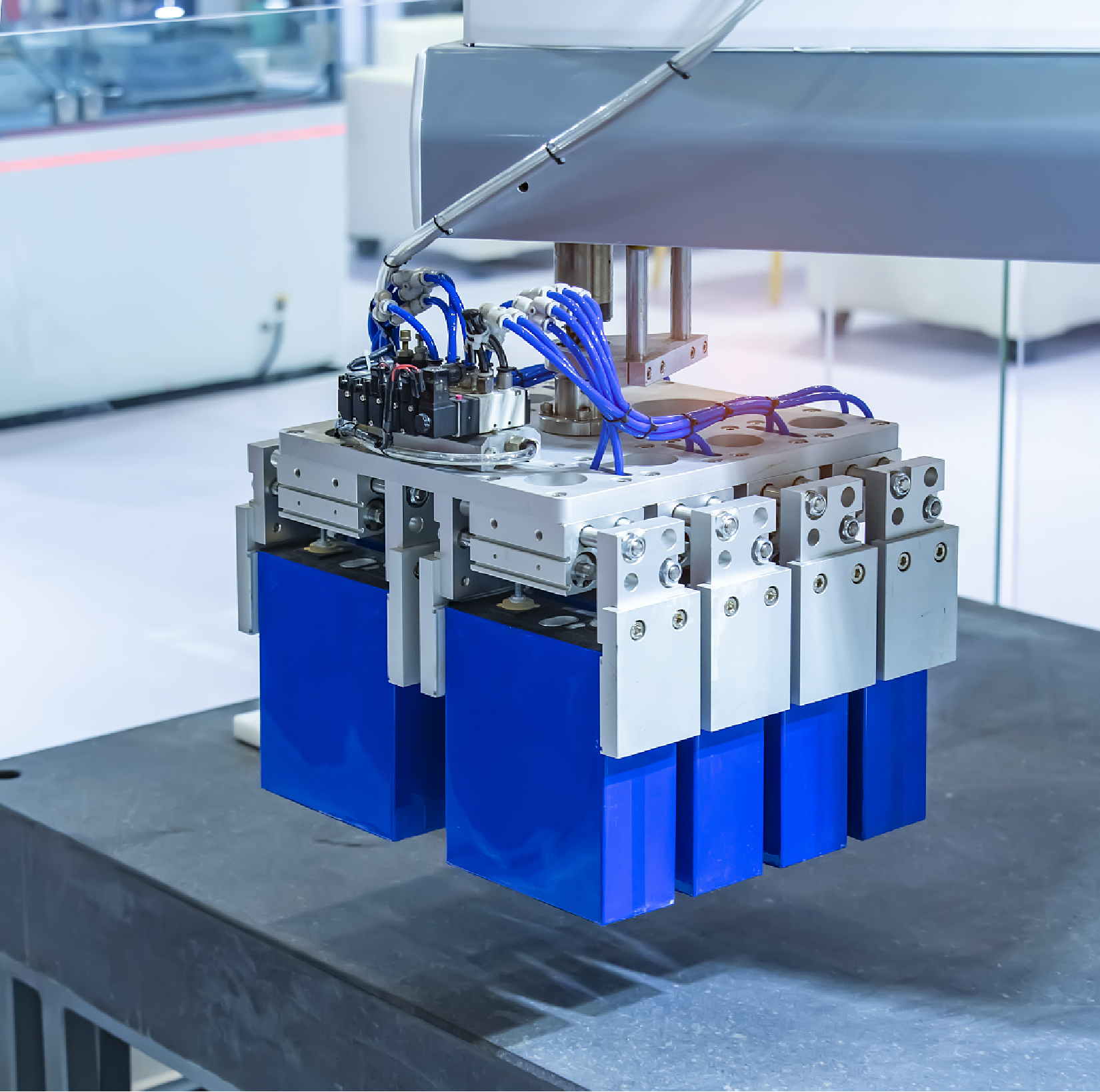
Étape 2 : Positionnement du boîtier/de l'enveloppe (mise en forme des cellules)
Il s’agit de la “ phase de mise en forme ” de l’emballage, et l’opération diffère selon le procédé :
Pour les cellules en sachet souple : la cellule nue est placée avec précision dans le sachet d’emballage préformé en film aluminium-plastique, en l’alignant parfaitement avec les languettes. Un port d’injection d’électrolyte standard est prévu. Ceci garantit le centrage de la cellule, sans décalage ni pliure, en vue du scellage ultérieur.
Pour les cellules carrées/cylindriques à remplissage rigide : la cellule nue est installée avec précision dans le boîtier en aluminium ou en acier, les joints isolants sont mis en place et les bornes sont alignées. Un rainurage permet de fixer la position de la cellule et d’empêcher tout desserrage ou mouvement interne.
Étape 3 : Scellage thermique/soudage multidirectionnel (Processus de scellage du noyau)
L'étanchéité est primordiale dans l'emballage, car elle détermine directement l'étanchéité et la durée de vie de la batterie. Les cellules souples utilisent un procédé de thermoscellage en trois étapes :
1. Étanchéité supérieure : Étanchéité de la zone autour des languettes. Il s’agit du processus le plus précis et le plus difficile à maîtriser, nécessitant un contrôle précis de la température, de la pression et du temps afin d’éviter les fuites ou une étanchéité incomplète.
2. Étanchéité latérale : Sceller les deux côtés de la cellule, fermer la majeure partie de la cavité, ne laissant que l'orifice de remplissage d'électrolyte.
3. Étanchéité des angles : Renforcement de l'étanchéité au niveau des angles, libération des contraintes et prévention des fissures et des fuites après une utilisation prolongée.
Les cellules à coque rigide utilisent le soudage laser pour souder sans jointure le couvercle supérieur, la coque extérieure et l'orifice de remplissage d'électrolyte, ce qui donne des soudures uniformes et sans pores qui assurent une étanchéité absolue de la cavité.
Étape 4 : Injection sous vide (conférant à la cellule sa capacité de stockage d'énergie)
Les cellules scellées sont ensuite placées dans une enceinte de séchage sous vide/boîte à gants pour l'injection d'électrolyte. Cette étape est cruciale pour transformer la cellule, d'un “ produit semi-fini ”, en un “ élément de stockage d'énergie ”.”
Une pompe doseuse de haute précision injecte avec exactitude une quantité fixe d'électrolyte dans l'élément de la batterie. Le vide élimine complètement l'air de la cavité, empêchant ainsi l'oxydation de l'électrolyte et la formation de bulles. Après l'injection, l'élément doit reposer pendant 12 à 24 heures afin de permettre à l'électrolyte de bien imprégner les électrodes et le séparateur, formant ainsi un film SEI stable. Ce film influe directement sur la durée de vie de la batterie et sa stabilité de charge/décharge.
Étape 5 : Scellement et mise en forme secondaires (Scellement et mise en forme finales)
Après l'imprégnation de l'électrolyte, l'étape finale de scellage commence : pour les cellules à coque souple, un double scellage sous vide élimine l'excès de gaz, scelle complètement l'orifice d'injection, lisse les plis de la membrane et donne sa forme à la cellule. Pour les cellules à coque rigide, le soudage laser scelle l'orifice d'injection, créant ainsi un environnement totalement étanche et assurant une isolation complète de la cavité cellulaire par rapport à l'environnement extérieur.
Étape 6 : Formation, test de capacité et vieillissement (activation cellulaire + sélection)
Les cellules nouvellement conditionnées sont dans un “ état dormant ” et nécessitent une activation par un processus de formation : un cycle de charge-décharge à faible courant active les matériaux d'électrode et répare la structure d'interface interne.
Ensuite, des tests de capacité sont effectués afin de calibrer précisément la capacité réelle, la résistance interne et les paramètres de tension des cellules, éliminant ainsi les produits défectueux présentant un gonflement, une fuite, une capacité insuffisante ou une résistance interne anormale. Enfin, un processus de vieillissement à température ambiante de longue durée stabilise les performances des cellules et permet d'identifier les produits susceptibles de présenter une défaillance ultérieure.
Étape sept : Inspection finale et protection isolante (Contrôle qualité final avant expédition)
Les cellules qualifiées subissent une inspection visuelle finale, un test d'étanchéité et un test d'isolation. Un adhésif isolant et un film protecteur sont ensuite appliqués, puis le numéro de modèle, les paramètres et la date de production sont imprimés dessus, achevant ainsi le processus d'encapsulation et les préparant pour l'assemblage ultérieur en modules et en packs.
IV. Points clés du contrôle qualité dans le processus d'emballage (éléments essentiels du rendement)
Dans le conditionnement des batteries au lithium, même des erreurs mineures peuvent entraîner de graves problèmes de qualité. Les principaux points de contrôle qualité se concentrent sur trois domaines :
1. Précision d'étanchéité (prévention du gonflage et des fuites de gaz)
Les paramètres de température, de pression et de durée du thermoscellage doivent être parfaitement respectés. Un scellage incomplet, des fuites ou des bords de scellage trop étroits peuvent entraîner l'infiltration d'eau et d'air dans la cellule, provoquant un gonflement gazeux, des fuites et une baisse significative de sa capacité. Des bords de scellage trop larges engendrent un gaspillage d'espace et réduisent la densité énergétique.
2. Dépendance du volume d'électrolyte et du mouillage (détermination de la durée de vie)
Un remplissage excessif d'électrolyte peut provoquer un gonflement, tandis qu'un remplissage insuffisant entraîne un mouillage inadéquat des électrodes, une dégradation cyclique accélérée et une durée de vie réduite de la batterie. Le remplissage sous vide, combiné à une sédimentation suffisante, est essentiel pour garantir la stabilité à long terme de la cellule.
3. Propreté interne (Prévention des risques de court-circuit)
L'ensemble du processus d'emballage doit être réalisé dans un environnement à faible teneur en poussière et en humidité. Les résidus de poussière et de débris métalliques peuvent perforer directement le séparateur, provoquant des micro-courts-circuits, une autodécharge excessive et, dans les cas les plus graves, un emballement thermique.