
Τα ηλεκτρικά οχήματα και οι συσκευές αποθήκευσης ενέργειας που χρησιμοποιούμε καθημερινά βασίζονται όλα σε μπαταρίες ιόντων λιθίου για την τροφοδοσία τους. Η χωρητικότητα, η διάρκεια ζωής, η ασφάλεια και οι δυνατότητες αδιαβροχοποίησης/αντοχής σε εκρήξεις αυτών των στοιχείων εξαρτώνται 70% από τη διαδικασία συσκευασίας. Αν η επίστρωση και η περιέλιξη των ηλεκτροδίων είναι σαν “να χτίζεται ο σκελετός και να γεμίζεται η σάρκα” της μπαταρίας, τότε η συσκευασία των στοιχείων είναι σαν να φοράς μια προστατευτική στολή, να τη σφραγίζεις και να τη διαμορφώνεις, και να εξασφαλίζεις τη γραμμή ασφαλείας. Η ακρίβεια και η σταθερότητα της διαδικασίας συσκευασίας καθορίζουν άμεσα εάν ένα στοιχείο μπορεί να γίνει μια ασφαλής και χρησιμοποιήσιμη τελική μπαταρία.
I. Τι είναι η συσκευασία στοιχείων μπαταρίας; Ποια είναι η βασική της λειτουργία;
Με απλά λόγια, η συσκευασία των στοιχείων μπαταρίας είναι ολόκληρη η διαδικασία λήψης ενός γυμνού στοιχείου μπαταρίας, το οποίο έχει τυλιχθεί/στοιβαχθεί, και στη συνέχεια η περιτύλιξή του σε ένα κέλυφος, η σφράγισή του, η έγχυση ηλεκτρολύτη, η ενεργοποίησή του, η εκ νέου σφράγισή του και η δοκιμή και η διαμόρφωσή του, δημιουργώντας τελικά ένα σφραγισμένο, μονωμένο, ασφαλές και σταθερό τελικό στοιχείο μπαταρίας ικανό να αποθηκεύει και να εκφορτίζει ενέργεια.
Σε αντίθεση με την απλή “συσκευασία” που συνήθως γίνεται αντιληπτή, η συσκευασία μπαταριών λιθίου είναι μια διαδικασία ακριβείας με τέσσερις βασικές λειτουργίες:
Μόνωση και Προστασία: Απομονώνει την μπαταρία από τον αέρα, την υγρασία και τη σκόνη, αποτρέποντας την οξείδωση των ηλεκτροδίων και την αστοχία των ηλεκτρολυτών, και εξαλείφοντας τη διόγκωση και τη διαρροή των στοιχείων.
Μόνωση και αντιεκρηκτική προστασία: Ασφαλίζει τις γλωττίδες και τη δομή των στοιχείων, αποτρέποντας εσωτερικά βραχυκυκλώματα, συμπίεση και τρυπήματα, βελτιώνοντας έτσι την ασφάλεια της μπαταρίας.
Κλείδωμα ηλεκτρολυτών: Μια πλήρως σφραγισμένη κοιλότητα κλειδώνει τον ηλεκτρολύτη, διασφαλίζοντας την κανονική μεταφορά ιόντων λιθίου και καθορίζοντας τη διάρκεια ζωής της μπαταρίας.
Διαμόρφωση και Προσαρμογή: Τυποποιεί το μέγεθος και το σχήμα των κελιών για να καλύψει τις ανάγκες συναρμολόγησης κινητών τηλεφώνων, ηλεκτρικών οχημάτων και συσκευών αποθήκευσης ενέργειας.
Επί του παρόντος, η κύρια τάση της βιομηχανίας χωρίζεται σε τρεις κύριες οδούς: συσκευασία μαλακής συσκευασίας, άκαμπτη κυλινδρική συσκευασία και άκαμπτη πρισματική συσκευασία. Μεταξύ αυτών, η συσκευασία μαλακής συσκευασίας και η άκαμπτη πρισματική συσκευασία είναι οι κύριες τεχνολογίες για ηλεκτρονικά είδη ευρείας κατανάλωσης και μπαταρίες ισχύος.

II. Τρεις κύριοι τύποι συσκευασίας: Πλεονεκτήματα και μειονεκτήματα με μια ματιά
1. Συσκευασία κυψελών Soft-Pack (Συσκευασία από αλουμίνιο-πλαστική μεμβράνη)
Χρησιμοποιώντας μια σύνθετη μεμβράνη αλουμινίου-πλαστικού ως εξωτερικό κέλυφος, αυτή είναι η κύρια λύση για κινητά τηλέφωνα, tablet, ακουστικά Bluetooth και μικρές μπαταρίες αποθήκευσης ενέργειας.
Πλεονεκτήματα: Ελαφρύ και λεπτό, υψηλή ενεργειακή πυκνότητα, εύκαμπτος σχεδιασμός
Μειονεκτήματα: Χαμηλή αντοχή κελύφους, κακή αντοχή στη συμπίεση, εξαιρετικά υψηλές απαιτήσεις για ακρίβεια σφράγισης και δύσκολη διαδικασία μαζικής παραγωγής.
2. Πρισματική Συσκευασία με Σκληρό Κέλυφος (Κέλυφος από Αλουμίνιο/Χάλυβα)
Χρησιμοποιώντας ένα σκληρό κέλυφος από κράμα αλουμινίου ή χάλυβα, αυτή είναι η βασική λύση για νέες μπαταρίες ενέργειας οχημάτων και μεγάλες κυψέλες αποθήκευσης ενέργειας. Έχει σταθερή δομή και είναι κατάλληλη για αρθρωτή συναρμολόγηση.
Πλεονεκτήματα: Στιβαρή δομή, αντοχή στην κρούση, καλή απαγωγή θερμότητας, κατάλληλο για σειριακή και παράλληλη ενσωμάτωση μονάδων και ισχυρή σταθερότητα διάρκειας ζωής.
Μειονεκτήματα: Σχετικά βαρύ, ελαφρώς χαμηλότερη ενεργειακή πυκνότητα
3. Κυλινδρική συσκευασία με σκληρό κέλυφος
Τα κλασικά μοντέλα 18650 και 21700 χρησιμοποιούν αυτήν τη διαδικασία. Έχει υψηλό βαθμό τυποποίησης και χρησιμοποιείται κυρίως σε power bank και ηλεκτρικά εργαλεία.
Πλεονεκτήματα: Τυποποιημένη μαζική παραγωγή, υψηλή συνέπεια, χαμηλό κόστος
Μειονεκτήματα: Περιορισμένη χωρητικότητα μονάδας, χαμηλή αξιοποίηση χώρου στη συναρμολόγηση των μονάδων
III. Ολοκληρωμένη διαδικασία συσκευασίας στοιχείων μπαταρίας (διαδικασία βιομηχανικού προτύπου)
Πολλοί άνθρωποι πιστεύουν λανθασμένα ότι η συσκευασία περιλαμβάνει μόνο το βήμα της “σφράγισης”. Στην πραγματικότητα, η πλήρης συσκευασία είναι μια συνεχής και ακριβής αλυσίδα διαδικασιών, από την προεπεξεργασία έως τον τελικό έλεγχο, με κάθε βήμα να είναι διασυνδεδεμένο. Ένα ελάττωμα σε οποιοδήποτε βήμα μπορεί να οδηγήσει στην απόρριψη της μπαταρίας.
Βήμα 1: Προεπεξεργασία και Ταξινόμηση Μπαταριών (Βασική Προετοιμασία Προ-Συσκευασίας)
Τα γυμνά στοιχεία μπαταρίας, μετά την περιέλιξη/στοίβαξή τους, δεν συσκευάζονται απευθείας. Απαιτείται προεπεξεργασία για βελτίωση της ποιότητας: Πρώτον, οι γλωττίδες διαμορφώνονται, κόβονται και ξεσκονίζονται για να εξασφαλιστεί το σωστό μήκος και η επιπεδότητα, αφαιρώντας την υπολειμματική σκόνη και τα γρέζια από τη διαδικασία παραγωγής για την αποφυγή βραχυκυκλωμάτων αργότερα. Στη συνέχεια, χρησιμοποιείται εξοπλισμός υψηλής ακρίβειας για την ταξινόμηση χωρητικότητας, την ταξινόμηση των στοιχείων σύμφωνα με την εσωτερική αντίσταση, την τάση και τις παραμέτρους χωρητικότητας για να διασφαλιστεί η συνέπεια εντός της ίδιας παρτίδας, θέτοντας τις βάσεις για την επακόλουθη σειριακή και παράλληλη συναρμολόγηση. Τέλος, το ψήσιμο σε υψηλή θερμοκρασία απομακρύνει πλήρως την υπολειμματική υγρασία από το στοιχείο της μπαταρίας, αποτρέποντας τα μεταγενέστερα προβλήματα διαστολής αερίου και διαρροής.

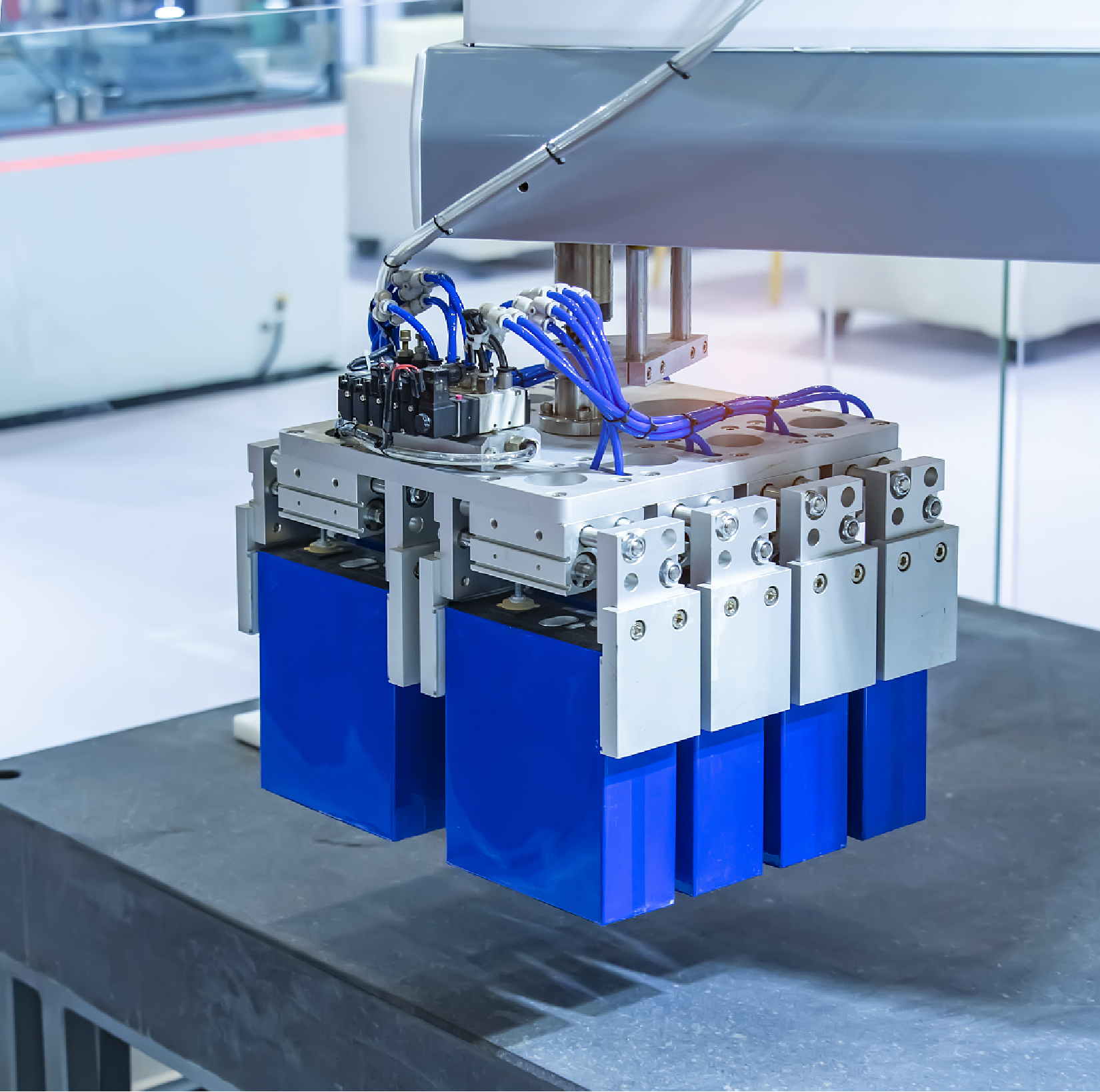
Βήμα 2: Τοποθέτηση Στέγασης/Περικτύλωσης (Διαμόρφωση Κυψελών)
Αυτό είναι το “στάδιο διαμόρφωσης” της συσκευασίας και η λειτουργία διαφέρει ανάλογα με τη διαδικασία:
Για στοιχεία μαλακής συσκευασίας: Το γυμνό στοιχείο τοποθετείται με ακρίβεια στην προδιαμορφωμένη σακούλα συσκευασίας από αλουμίνιο-πλαστικό φιλμ, ευθυγραμμίζεται με ακρίβεια με τις γλωττίδες, και παρέχεται μια τυπική θύρα έγχυσης ηλεκτρολύτη. Αυτό διασφαλίζει ότι το στοιχείο είναι κεντραρισμένο, χωρίς μετατόπιση ή ρυτίδες, προετοιμάζοντας το για την επακόλουθη σφράγιση.
Για τετράγωνα/κυλινδρικά στοιχεία σκληρής συσκευασίας: Το γυμνό στοιχείο εγκαθίσταται με ακρίβεια στο περίβλημα από αλουμίνιο ή χάλυβα, τοποθετούνται οι μονωτικές φλάντζες και ευθυγραμμίζονται οι ακροδέκτες. Χρησιμοποιείται μια διαδικασία αυλάκωσης για τη σταθεροποίηση της θέσης του στοιχείου, αποτρέποντας την εσωτερική χαλάρωση και κίνηση.
Βήμα 3: Πολυκατευθυντική θερμική σφράγιση/σφράγιση με συγκόλληση (Διαδικασία σφράγισης πυρήνα)
Η σφράγιση είναι πρωταρχικής σημασίας στη συσκευασία, καθορίζοντας άμεσα την αεροστεγανότητα και τη διάρκεια ζωής της μπαταρίας. Τα στοιχεία μαλακής συσκευασίας χρησιμοποιούν μια διαδικασία θερμικής σφράγισης τριών σταδίων:
1. Σφράγιση άνω μέρους: Σφράγιση της περιοχής γύρω από τις γλωττίδες. Αυτή είναι η πιο ακριβής και δύσκολη διαδικασία που πρέπει να ελεγχθεί, απαιτώντας ακριβή έλεγχο της θερμοκρασίας, της πίεσης και του χρόνου για την αποφυγή διαρροών ή ατελούς σφράγισης.
2. Πλευρική σφράγιση: Σφράγιση και των δύο πλευρών του στοιχείου, κλείσιμο του μεγαλύτερου μέρους της κοιλότητας, αφήνοντας μόνο τη θύρα πλήρωσης ηλεκτρολύτη.
3. Σφράγιση γωνιών: Ενίσχυση της στεγανοποίησης στις γωνιακές καμπύλες, απελευθέρωση της τάσης και πρόληψη ρωγμών και διαρροών μετά από μακροχρόνια χρήση.
Τα στοιχεία άκαμπτου κελύφους χρησιμοποιούν συγκόλληση με λέιζερ για την άψογη συγκόλληση του άνω καλύμματος, του εξωτερικού κελύφους και της θύρας πλήρωσης ηλεκτρολύτη, με αποτέλεσμα ομοιόμορφες συγκολλήσεις χωρίς πόρους που εξασφαλίζουν απόλυτη στεγανοποίηση κοιλοτήτων.
Βήμα 4: Έγχυση κενού (δίνοντας στο κύτταρο χωρητικότητα αποθήκευσης ενέργειας)
Τα σφραγισμένα στοιχεία τοποθετούνται στη συνέχεια σε περιβάλλον ξήρανσης κενού/ντουλαπάκι για έγχυση ηλεκτρολύτη. Αυτό είναι ένα κρίσιμο βήμα για τη μετατροπή του στοιχείου από “ημιτελές προϊόν” σε “σώμα αποθήκευσης ενέργειας”.”
Μια αντλία μέτρησης υψηλής ακρίβειας εγχέει με ακρίβεια μια σταθερή ποσότητα ηλεκτρολύτη στο στοιχείο της μπαταρίας. Το περιβάλλον κενού αφαιρεί πλήρως τον αέρα από την κοιλότητα, αποτρέποντας την οξείδωση του ηλεκτρολύτη και τον σχηματισμό φυσαλίδων. Μετά την έγχυση, το στοιχείο πρέπει να παραμείνει σε ηρεμία για 12-24 ώρες για να επιτραπεί στον ηλεκτρολύτη να διαβρέξει πλήρως τα ηλεκτρόδια και τον διαχωριστή, σχηματίζοντας μια σταθερή μεμβράνη SEI, η οποία επηρεάζει άμεσα τη διάρκεια ζωής της μπαταρίας και τη σταθερότητα φόρτισης-εκφόρτισης.
Βήμα 5: Δευτερεύουσα σφράγιση και διαμόρφωση (Τελική σφράγιση και διαμόρφωση)
Μετά τον εμποτισμό του ηλεκτρολύτη, ξεκινά η τελική διαδικασία σφράγισης: Για τα στοιχεία μαλακής συσκευασίας, μια διαδικασία διπλής σφράγισης κενού απομακρύνει την περίσσεια αερίου, σφραγίζοντας πλήρως τη θύρα έγχυσης και λειαίνοντας τις ρυτίδες της μεμβράνης και διαμορφώνοντας το στοιχείο. Για τα στοιχεία σκληρού κελύφους, η συγκόλληση με λέιζερ σφραγίζει την οπή έγχυσης, επιτυγχάνοντας ένα πλήρως σφραγισμένο περιβάλλον και εξασφαλίζοντας πλήρη απομόνωση της κοιλότητας του στοιχείου από το εξωτερικό περιβάλλον.
Βήμα 6: Σχηματισμός, Δοκιμή Χωρητικότητας και Γήρανση (Ενεργοποίηση Κυττάρων + Έλεγχος)
Τα πρόσφατα συσκευασμένα κύτταρα βρίσκονται σε “αδρανή κατάσταση” και απαιτούν ενεργοποίηση μέσω μιας διαδικασίας σχηματισμού: Ένας μικρός κύκλος φόρτισης-εκφόρτισης ρεύματος ενεργοποιεί τα υλικά των ηλεκτροδίων και επισκευάζει την εσωτερική δομή διεπαφής.
Στη συνέχεια, διεξάγεται δοκιμή χωρητικότητας για την ακριβή βαθμονόμηση της πραγματικής χωρητικότητας, της εσωτερικής αντίστασης και των παραμέτρων τάσης των κυψελών, εξαλείφοντας ελαττωματικά προϊόντα με διόγκωση, διαρροή, κατώτερης ποιότητας χωρητικότητα ή μη φυσιολογική εσωτερική αντίσταση. Τέλος, μια μακροχρόνια διαδικασία γήρανσης σε θερμοκρασία δωματίου σταθεροποιεί την απόδοση των κυψελών, εντοπίζοντας προϊόντα με πιθανότητα μελλοντικής βλάβης.
Βήμα Έβδομο: Τελική Επιθεώρηση και Προστασία Μόνωσης (Τελικός Ποιοτικός Έλεγχος Πριν από την Αποστολή)
Τα πιστοποιημένα στοιχεία υποβάλλονται σε τελικό οπτικό έλεγχο, δοκιμή αεροστεγανότητας και δοκιμή μόνωσης. Στη συνέχεια, εφαρμόζεται μονωτική κόλλα και προστατευτική μεμβράνη και ο αριθμός μοντέλου, οι παράμετροι και η ημερομηνία παραγωγής εκτυπώνονται πάνω τους, ολοκληρώνοντας ολόκληρη τη διαδικασία ενθυλάκωσης και προετοιμάζοντάς τα για την επόμενη συναρμολόγηση της μονάδας και του PACK.
IV. Βασικά σημεία ελέγχου ποιότητας στη διαδικασία συσκευασίας (Κλειδί για την απόδοση)
Στη συσκευασία μπαταριών λιθίου, ακόμη και μικρά σφάλματα μπορούν να οδηγήσουν σε σοβαρά προβλήματα ποιότητας. Τα βασικά σημεία ελέγχου ποιότητας επικεντρώνονται σε τρεις τομείς:
1. Ακρίβεια σφράγισης (αποτροπή φουσκώματος και διαρροής αερίου)
Οι παράμετροι θερμοκρασίας, πίεσης και χρόνου θερμικής σφράγισης πρέπει να αντιστοιχίζονται με ακρίβεια. Η ατελής σφράγιση, οι διαρροές ή οι υπερβολικά στενές άκρες σφράγισης μπορούν να προκαλέσουν την είσοδο νερού και αέρα στο στοιχείο, με αποτέλεσμα το φούσκωμα αερίου, τη διαρροή και τη σημαντική μείωση της χωρητικότητας. Οι υπερβολικά φαρδιές άκρες σφράγισης σπαταλούν χώρο και μειώνουν την ενεργειακή πυκνότητα.
2. Όγκος ηλεκτρολυτών και εξάρτηση από την διαβροχή (Προσδιορισμός διάρκειας ζωής)
Η υπερβολική πλήρωση ηλεκτρολυτών μπορεί να προκαλέσει διόγκωση, ενώ η ανεπαρκής πλήρωση οδηγεί σε ανεπαρκή διαβροχή του ηλεκτροδίου, επιταχυνόμενη φθορά του κύκλου και μειωμένη διάρκεια ζωής της μπαταρίας. Η πλήρωση κενού σε συνδυασμό με την επαρκή καθίζηση είναι ζωτικής σημασίας για τη διασφάλιση της μακροπρόθεσμης σταθερότητας του στοιχείου.
3. Εσωτερική καθαριότητα (Πρόληψη κινδύνων βραχυκυκλώματος)
Ολόκληρη η διαδικασία συσκευασίας πρέπει να πραγματοποιείται σε περιβάλλον με χαμηλή περιεκτικότητα σε σκόνη και υγρασία. Η σκόνη και τα υπολείμματα μετάλλων μπορούν να τρυπήσουν απευθείας τον διαχωριστή, προκαλώντας μικροβραχυκυκλώματα, υπερβολική αυτοεκφόρτιση και, σε σοβαρές περιπτώσεις, θερμική διαφυγή.